
Disruption in global supplies, significant increases in shipping costs, and continued uncertainty during the COVID-19 outbreak has led governments and business to begin strengthening local manufacturing. Investment in onshore manufacturing has become an imperative, providing great opportunities for mid-size companies that manufacture for large ones.
As the COVID-19 pandemic swept across the globe, the new competitive environment forced some businesses to temporarily shutter factories in response to government restrictions or falling demand, while others are facing significant increase in purchases for essential supplies. Whether in one group or another, the global pandemic put Industry 4.0 on the fast track, forcing the manufacturing industry to become more flexible and agile, more efficient, and reduce workforce risks, to name a few challenges.
As a result, manufacturers are shifting to long-term strategies to strengthen onshoring, including online marketing and sales, digitizing supply chains, and adopting data and analytics. At the same time, since end customers are looking for local suppliers to reduce risks, small to medium manufacturers that are flexible and ready to adopt digital are best positioned to grow their business. Those that lag behind will not only lose the opportunity to grow but will become less and less competitive.
COVID-19 is not the only reason why you should make the relevant investment today. According to Gartner (https://www.gartner.com/en/newsroom/press-releases/2021-04-07-gartner-forecasts-worldwide-it-spending-to-reach-4-trillion-in-2021) “Worldwide IT spending is projected to total $4.1 trillion in 2021, an increase of 8.4% from 2020.”
Moreover, one of the areas that has seen a boost in adoption since mid-2020 is Industry 4.0, with “31% of middle-market manufacturing executives now reporting they are implementing an Industry 4.0 strategy, up from 5% in 2019” (Industry 4.0 adoption gets a boost, https://www.aerospacemanufacturinganddesign.com/article/industry-40–adoption-gets-a-boost/).
You cannot afford to stay behind!
Despite the favorable trends, cost of technology and limited internal capabilities and resources are some of the key reasons why small to medium manufacturers are not jumping on the Industry 4.0 bandwagon. According to the World Economic Forum (http://www3.weforum.org/docs/WEF_Technology_and_Innovation_The_Next_Economic_Growth_Engine.pdf), many challenges deterred companies from adopting technology at scale, as shown in the following figure from a McKinsey report.
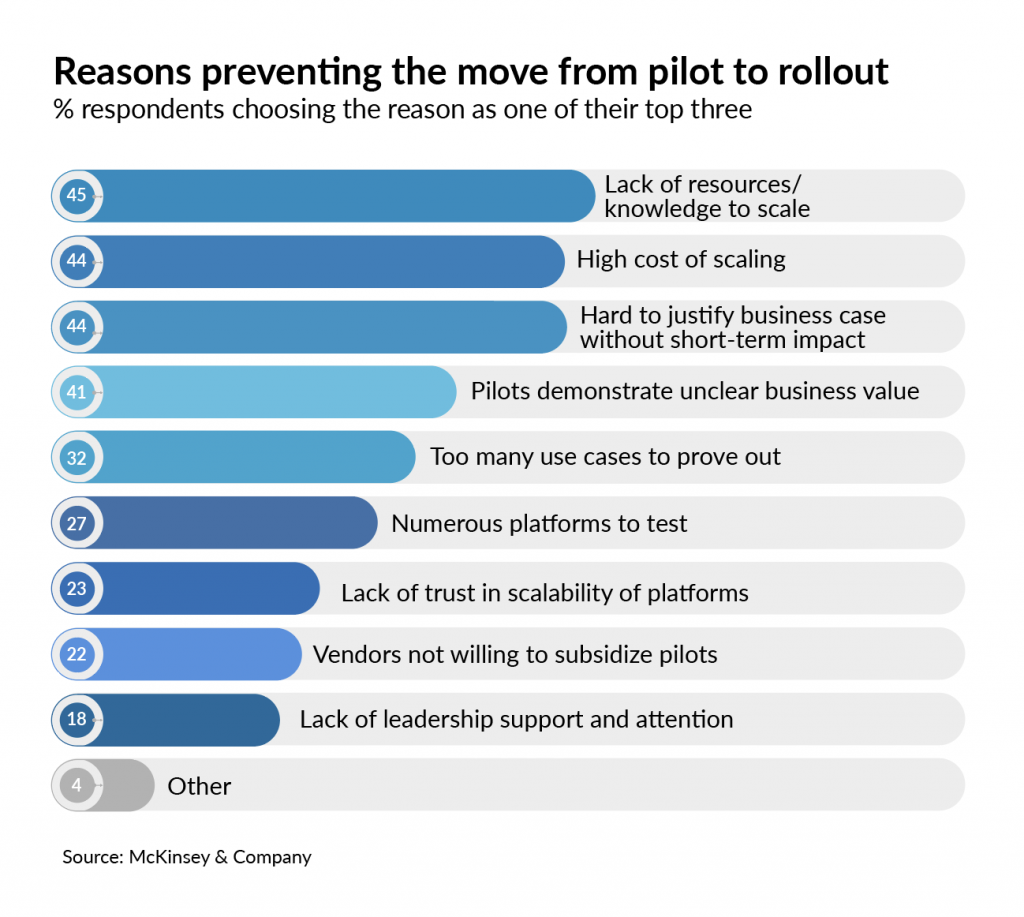
However, with the introduction of Industry 4.0, the above reasons are not as valid as in the past:
- The cost of computing and storage has decreased dramatically in the last 10 years
- Competition among suppliers has increased, pushing costs down and improving the availability of technologies in many relevant areas
- Upgrading factory capabilities does not always mean it is necessary to invest in new machinery or IT systems
- There are solutions in the market that enable you to develop technological capabilities in phases while talking full advantage of investments you’ve already made
Why is now the right time?
When the needs are concrete, and costs and capabilities are no longer a limiting factor, you need the ability to react and act fast (also in times of crisis). Whichever way you look at it, the advantages far outweigh the drawbacks and the time is now:
- Production and distribution capacity optimization. Scenario analysis enables to test different capacity and production scenarios to understand financial and supply-chain repercussions.
- Understanding the financial and operational implications of a prolonged shutdown data allows assessing impacts based on available capacity (including inventory already in the system).
- Increased visibility, with the ability to understand factory performance in real time while on or offsite.
- Understanding capacity losses and root causes result in insights that facilitate better decision making that will prevent them in the future.
- Monitoring inline or offline quality performance ensures things are done right the first time.
Adopting Industry 4.0 will enable you to better understand your customers’ needs and to improve your manufacturing capabilities locally to respond to those needs. Improved performance and lower costs are only some of the benefits of a long-term Industry 4.0 strategy:
- Greater selling, production, and service agility by seamlessly integrating existing IT resources
- Better connectivity and visibility of quality and production management systems and overall supply chain management
- More value out of machines for superior manufacturing intelligence
- Existing IT systems can support new business models by applying better business intelligence (BI) and analytics
Integrating existing IT resources and adopting business intelligence (BI) and analytics technologies can be implemented relatively easily in a short period of time and with minimum resources. With returns like production optimization, higher distribution capacity, and increased visibility, there’s no reason why you shouldn’t embrace change that will impact your business competitiveness while contributing to your long-term success.
Magic’s FactoryEye can help you invest intelligently in your Industry 4.0 strategy. Contact us at www.factoryeye.co


